


 �S��ֱ�N
�S��ֱ�N
 Ʒ�|����
Ʒ�|����
 �o�n����
�o�n����
 �ۺ��C
�ۺ��C
�aƷ��B
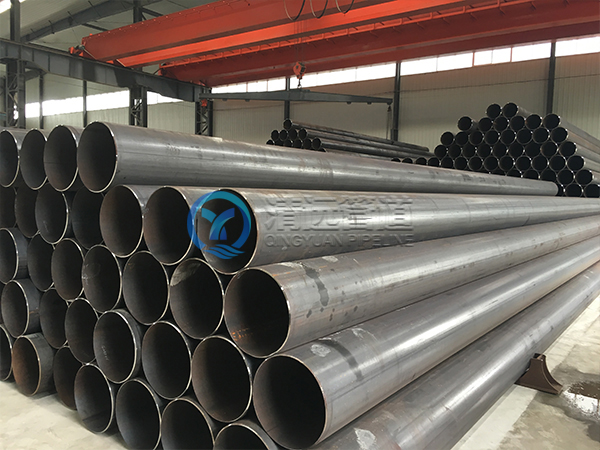
䓰��A���|���ܺ��p��СӰ������Ƿdz���ģ���ҪҪ�������ӹ�ˇ���������z��λ����������������������ˇ�����Լ����Ϳp�ȶ��ľC�����ء�
���к��ӹ�ˇ������Ӱ���Ҫ�����ɷ��棺
��1�����������������䓹ܵ����a���c��ͨ���Ⱥ�ʹ���^С�ĺ�����������⺸ʹ���^��ĺ�����������ǣ����^������l���£��۳صĔ������üӄ����Һ��z���ۻ���Ҳ�������࣬�õ��ĺ��p������ߣ����p���͐�����߅���^���^�
��2������늉����ں���늻��ʈA�F�Π������늉��Ĵ�Сֱ��Ӱ푵�늻����L�̡���ˣ��S������늉������ӣ�늻��L�����ӣ�늻����c���Ƅӷ����U���۳�׃�������õ��^���ĺ��p���͡������ˮƽλ���M�к��ӣ��H��ʹ���p�Č��Ȱl��׃����������Ӱ푺��p��߅���^�ɡ����������ܵ��⺸����б�����M�к��ӣ����ڠ�B�ĺ��p�����������������l���������ʡ��ɴ˿�֪������늉�Խ���۳�Խ�������p���ٰl���������ʵ�څ�ݾ�Խ���أ���K���º��p����ƫ����

���g����


���YӍ
- ���Է�ˮ�ܞ齨�����̵Ŀɳ��m�lչ�ṩ���������
- ���Է�ˮ�ܿ�����Ч�ر��o�����Y������ˮ�֡������g...
- ���Է�ˮ�ܿ��Խ��ͽ����S�o�ɱ������L�������ʹ�É���...
- ���Է�ˮ�S���ڝM���Ј������ͬ�r��߀�Г����ƄӼ��g...
- ���Է�ˮ����Ҫ���ڽ������еĹܵ�����|�ķ�ˮ���o
- ���Է�ˮ�ܱ��V�������ڽo��ˮ�ܵ�����|��·�ķ�ˮ���o...
- ���Է�ˮ���܉���Ч�ر��o�ܵ�ϵ�y�����L��ʹ�É�������...
- ���Է�ˮ���܉��ڐ��ӵĭh���l�����L�ڷ����\��



